

发电机组柴油机、汽油机常用调整、维修方法(2)
浏览:3353次 添加时间:2018-09-04 15:13:06
新闻内容
发电机组柴油机、汽油机常用调整、维修方法
8. 汽油机汽油泵的维修
若出现汽油泵供油量不足,汽油从泵体下部孔眼中漏出流人曲轴箱内等,就必须及时对 汽油泵加以维修。
(1)进、出油阀的维修
① 汽油泵从汽油机上卸下,应检査进、出油阀与座的密合情况。用嘴吸住进油管接头, 在没有缓气之前,用舌头堵住进油管接头,感到对舌尖有吸力,就说明进油阀油杯衬垫、泵体和泵盖密封良好。
② 检査出油阀可用嘴在出油管接头处向内吹气,感到吹不动且不漏气即为良好。
③ 也可将进油管接头接上油管,把进油管放在水中,一手推动油泵摇臂作泵油动作,若水从排油管口像一条柱子似的喷出很远即为良好。若喷出的水很分散、没劲,汽油泵应进行修理。
④ 若进、出油阀有污物将其顶起或粘住,脏物应清理干净。如清理后阀与座还是不严密,片式的可翻面使用,组合式的应换新件。组合式的衬垫对密封有很大的作用,衬垫如损坏、密封不严,应更换。
在装复时,应注意方向,进、出油阀不可装反,以免失去泵油作用。修复有数只进、出油阀的汽油泵时,每个阀都必须有效,若有一个失效,就会影响汽油机高速时的供油量。
(2) 膜片的更换。汽油泵的膜片如损坏,汽油会透过它漏人曲轴箱内冲淡机油(机油油面是否增高,用机油尺可以检查出来),泵体下面有孔眼的,汽油会从孔眼中漏出,这样不但泵油不足,也会增加汽油的消耗.所以必须更换膜片。
① 膜片损坏时,若没有膜片,可用临时补救方法,即将几层膜片坏的地方错开,重新排布,互相遮盖,以应急使用。
② 更换膜片时,将膜片拉杆夹在老虎钳中,卸下螺母,取出旧片。膜片和压板如果是韧接的,拆卸时可用锉刀将铆钉头周围的铆边锉,,用小冲子将其冲出,换上新膜片后再铆复。若推杆头经锉后过短不能铆,可堆焊出适当的高度,再用锉刀修整后铆复。在铆复膜片时应注意,各单片和泵体上的眼孔要对上,不可错眼。
③ 膜片弹簧锈蚀、过软或折断,必须更换,否则会影响泵油压力。
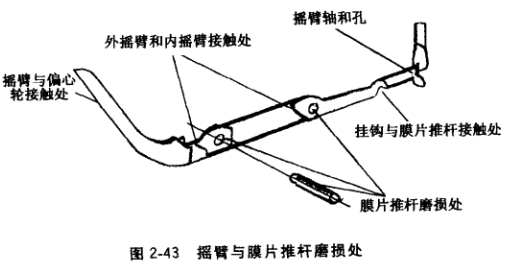
(3) 摇臂的维修。汽油泵摇臂与凸轮接触处或摇臂与膜片推杆联动处磨损严重(见图 2-43),使膜片行程减小,影响泵油量,汽油机在高速运转或全负荷时,会感到汽油供应不足。磨损严重的可堆焊,然后用锉刀修整。也可应急修理,即在汽油泵和缸体连接处拆下适当的垫片临时使用; 还可在摇臂与膜片推杆挂钩支撑处,根据泵油量垫上适当的铁丝或开口销,但注意要缠好、锁住,以防掉下来。 不管堆焊还是加装垫物,都要注意保持一定的间隙,不能卡死,以免装在气缸体上后,损坏机件或不泵油,将汽油泵装在气缸体上时,摇臂插人孔内要贴近缸体向内背推进(凸轮轴的偏心轮应摇至小面朝向摇臂)。在汽油泵安装突缘和缸体平台之间加装适当的衬垫.旋紧螺栓时,若汽油泵不能靠紧气缸体面,不可硬旋,以免将泵体突缘或摇臂损坏引起不泵油。此种情况多是由于衬垫太薄,应在泵体突缘和气缸体之间换装适当序度的衬垫。装复后摇臂与偏心轮小面应留有一定的间隙,以免泵油不足。
(4) 漏气、渗油的维修。泵体和泵盖的接合面不平,会造成漏气、渗油。可把细砂布放在平板上,用手按着泵体或泵盖加以磨平,泵体和气缸体接合面拱曲也可用同样方法磨平。 汽油泵沉淀杯衬垫漏气,若系软木衬垫损坏,应更换衬垫;若是橡胶衬垫发硬,可在热水中浸泡软化后涂上黄油再用。新软木衬垫最好也放在热水中浸泡后再用,以防压不严。
9. 汽油机点火线圈的检査
汽油机在运行中,可根据点火线圈的温度来判断其是否损坏:微热为良好,烫手说明此线圈己损坏。可将怀疑损坏的点火线圈装在点火系统完好的汽油机上进行高压火花检査,以判断其是否损坏。用试灯(用220V交流电做电源)检査点火线圈是常用的方法。
(1) 低压电路的检查。将试灯两触针分别接触“开关一电源”和“开关”两个接线柱上,如试灯亮,说明点火线圈附加电阻良好,否则说明电阻烧断。将试灯两触针分别触在 “开关”和通向分电器的低压接线往上,若试灯亮,说明低压线圈没有断路,否则说明已断路。“幵关”、开关一电源”通向分电器低压线的接线柱,不管试灯的一个触针触在哪个接线柱上,另一个触针触在外壳上,试灯应都不发亮为良好。若试灯发亮,说明点火线阐搭 铁,应査出搭铁处,予以修复或更换点火线圈.
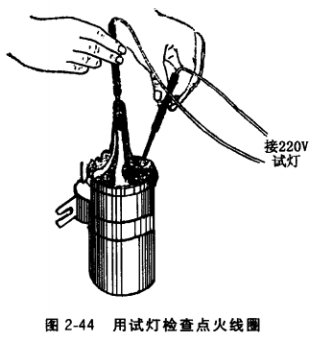
(2) 高压电路的检査。试灯的一个触针插进高压线的插孔内,如图2-44所示,另一个触针划碰分电器的低压接线柱,若试灯不亮,并在低压接线柱上有小火花,即为良好。若没有火花,表示点火线圈断路,应史换点火线圈。
10. 汽油机分电器的维修
(1)分电器盖的维修
① 观察分电器盖的周围有无裂缝,若有裂缝,表示已损坏,应及时更换。
② 将火花塞上的高分线拔下,将分电器盖打开并悬空,使触点闭合。打开点火开关, —手拿着高压分线,使其每个端头与缸体相距3〜4mm,另一只手拨动触点臂,做开闭动作,不管高压火花从哪-个分线跳过,都说明中央高压插孔与分线插孔窜电。分电器各高压分线插孔之间窜电的检夼与上述检查相似,先拔掉分电器盖上的所存高压线,将中央高压插
线插在任意分线孔中,分线一端插在中央高压插线两边邻近的插孔中,另一端位于离缸体3〜4mm处,拨动触点臂,若有火花跳至缸体,说明两插孔已击穿。
分电器盖击穿漏电应更换,也可用应急方法修复:用胶布缠绕后使用,也可将蜡烛或蓄电池上刮下的沥青熔化后涂在清洁过的裂缝上使用。
③ 分电器盖的插孔中,若铜锈过多,可用砂布或 钢锯条磨成的小刀加以清理,以免影响导电。
④ 分电器盖的中心炭柱,在其座孔内不可卡住,
必须上下活动,磨损严重应更换。若无新品,可把旧干电池上的炭柱取下,加工后代用。炭柱弹簧过软或 折断,必须更换。
(2) 分火头的维修。将分火头从分电器内取出,套在手指上,拔下分电器盖中央高压插线,使其端头位于分火头中间传电金属部分3〜4mm处,分火头金属部分离缸体7〜8mm, 打开点火开关,用手拨动触点臂,若分火头金属部分至缸体间没有火花跳过或火花很弱,而手指有过电麻木的感觉,表示分火头击穿漏电。也可将分火头翻过来,放在气缸盖上,使金属部分搭铁,把中央高压插线的端头位于离分火头空穴中间7〜8mm处,用手拨动触点臂, 若有火花跳过,则表示分火头击穿,分火头击穿应更换。
(3) 断电触点的维修。触点上如有油污、烧蚀凹凸不平,都应加以清理或修整。油污可 用蘸有汽油的干净布块清洁,烧蚀不大的可用细砂纸或砂条加以磨平。若烧蚀严重,可将触点卸下,放在油石上,稍蘸点机油,用手按住,来回平行拉动加以磨平。单片触点磨损后厚度不得小于0.5mm,否则应更换。
触点修整后或换用新件装复时,上下触点面的中心线不可歪斜,中心线偏移不得超过 0.2mm,如图2-45所示。否则因接触面过小而易烧蚀。活动触点臂的胶木衬套和顶块如磨损或损坏,应换新件。装复时,胶木衬套也应点机油润滑。触点臂的弹簧张力不足,可弯曲 弹簧片加以调整。
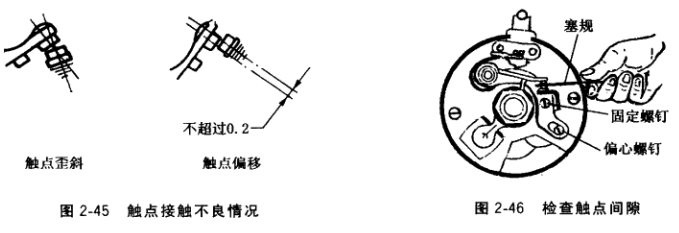
调整触点间隙时,应先将分电器盖打开,摇转曲轴,使凸轮棱角转到刚好使触点臂距离最大,用塞规测量触点间隙,如图2-46所示,一般应为0.35〜0.45mm。用0.35mm塞规 插人时感到轻松,插人0.45mm塞规时感到有阻力即为合适,若不合适应加以调整。调整好后应拧紧固定螺钉和偏心螺钉,再重新检查一次。调整时应注意凸轮的各个棱角,如磨损不均匀,可按磨损最多的修整。有时换用新触点后,触点间隙调不出来,这主要是由于固定触点的槽孔过短或凸轮磨损过大。槽孔过短可用圆锉刀修长,凸轮磨损过大需换新件。
(4)其他零件维修
① 分电器轴上的驱动齿轮磨损严重或打坏,应更换或焊补修复。若是靠插头传动的,插头面的磨损不得超过0.10mm,磨损严重也可堆焊后用锉刀修复。分电器轴驱动齿轮横销松动的,可上下推拉分电器轴,若上下窜动间隙超过0.08mm,可在分电器壳与驱动齿轮或轴下端固定环(靠插头驱动的)之间换上加厚垫片,然后换上新销后铆复。若横销没有松动, 但轴上下窜动很大,也应取下横销,加装垫圈,调好后冉铆复。
② 分电器凸轮各棱角均匀磨损量(用游标卡尺测量)一般不得超过0.40mm,棱角磨损如不均匀,致使各个棱角将触点臂顶开,间隙相差0.05mm以上时,应更换凸轮。
③ 离心调节器配重弹簧过软或折断应更换。有些分电器的两个弹箦的拉力是不一样的, 目的在于使发动机在不同的转速下,两个配重起到不同的离心作用,这一点应注意。在检査离心弹簧拉力时,一般是将分电器轴夹在老虎钳子上固定好,用手捏住凸轮,沿着其工作时转动的方向,拧到极限位置后松手,如凸轮能自动回位,说明弹簧能起作用,否则应更换弹簧。配重轴和孔磨损严重时,可将旧轴取下,根据孔的尺寸加工轴,然后装复使用。
④ 调整真空提前点火装置的点火提前角时,可增减接头处的垫片,以调整膜片弹簧的张力,从而改变点火提前角。真空提前点火装置的膜片密封好坏,可用嘴吮吸检査,如漏气一般应更换。若没有膜片,可用汽油泵膜片代替,以应急使用。
11. 汽油机火花塞的维修与更换
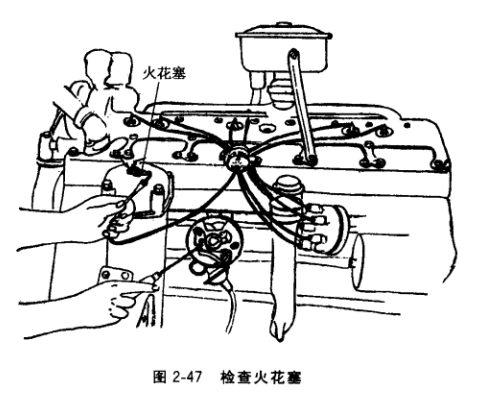
火花塞最好在火花塞检验器上检 査、清洗。一般也可用半截钢锯条磨成小刮刀,刮掉火花塞上的污物后,再用汽油洗净,如积炭过多不易清理 时,可用火烤一下,将电极间的积炭烤焦(温度不可过高,以免损坏绝缘体)后清理。在检査其绝缘体是否击穿时,可将清理完的火花塞放在气缸盖上,将分电器盖打开,拔下盖上的中央高压线,使之与火花塞铁心接线处接触,做跳火检査,如图2-47所 示,査看火花塞电极间的跳火情况。如无火花跳过,但从内部绝缘体处有火花跳过,证明火花塞良好。在火花塞绝缘体击穿不严重时,用这种方法不容易发现问题。在火花塞试验器上,火花塞是在一定的空气压力下进行试验,结果较为准确。
一般正常工作的火花塞,从发动机气缸盖上卸下观察,其绝缘体及两电极表面应是赤褐色,若是暗灰色应淸理,以保持洁净。火花塞淸理后,必须检查其电极间的间隙,一般应为 0.60〜0.70mm。间隙过大,可用螺丝刀木枘压下侧面电极;间隙过小,用蝋丝刀稍撬起侧 面电极,但不可撬中间电极,以免损坏绝缘体。
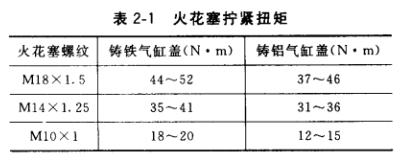
火花塞损坏后一般要换新品。新火花塞旋进火花寒孔时,应按规定扭矩拧紧(见表2-1)。 拧得太紧绝缘体可能破裂、损坏,拧得太松气缸不密封引起漏气。
小型汽油发电机组更换火花塞是经常碰到的,更换时最好选用原配型号的火花塞。在无法选购到同型号的火花塞时,也可代用,代用时应遵循两点:火花塞螺纹外径及螺距要一致,否则瓷心温度不能维持特定值,易引起早燃爆震或火花塞断火。
12.气缸套的检验
气缸套经过长期工作,常会出现工作表面磨损、刮伤、烧蚀及裂纹等,造成气缸漏气、 窜油,动力下降,油耗增加,不能正常工作。气缸磨损程度沿活塞运动方向是不均匀的。活塞处于上止点时,第一道活塞环相对的位置磨损最大,越往下磨损越小,形成上大下小的锥形,而第一道活塞环以上位置基本没有磨损。气缸圆周方向的麽损也是不均匀的,在活塞裙部与气缸沿垂直于曲轴方向接触面上,由于受侧压力的作用,磨损最大,气缸横断面上形成 不规则的椭圆形。气缸磨损超限,通常采用换气缸套的方法修复。气缸套更换前必须经检査、鉴定,其方法如下:
(1) 外观检查。擦净气缸套内表面,仔细观察有无划痕、烧蚀、裂纹等。肉眼无法看淸时,可在气缸套内表面涂上白色粉末,待1〜2小时后再观察,若有裂纹,则裂纹处会显出浅黄色的条纹。
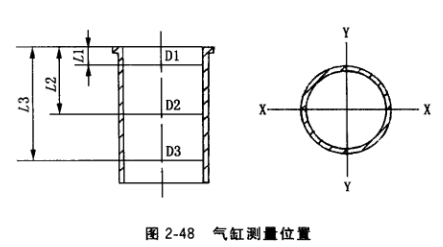
(2) 磨损情况的检查。有条件 时可用虽缸表(内径百分表)进行测量。测量一般选3个截面,如图 2-48所示。第一个位置是活寒在上止点时第一道活塞环所对应的位置 (D1处);第二个位置在气缸中部 (D2处),相对于活塞处于上止点时活塞裙部所对应的位置;第三个位置相当于活塞处于下止点时,最下一道活塞环所对应的位置(D3处)。每个截面都要测量垂直于曲轴轴线方向(X—X)和 平行于曲轴轴线方向(Y-Y)的直径。根据所测数据,可算出气缸套的圆度误差、圆柱度误差及最大磨损量。同一截面上两个方向测得了直径差之半即为该截面的圆度误差,3个截面中最大的圆度误差即为气缸的圆度误差,间一方向上(X-X或Y-Y)最大直径与D3截面直径差之半即为气缸的圆柱度误差,最大直径与公称直径差之半即为最大磨损量。各种机型内燃机的气缸磨损极限都有规定。通常汽油机气缸圆度误差超过0.05mm、圆柱度误差超 过0.2mm;柴油机气缸圆度误差超过0.06mm、圆柱度误差超过0. 25mm时,气缸套应进 行更换。
若没有量缸表,也可按以下方法进行粗略测量计算:清除气缸积炭,把使用过的第一道活塞环,平推入此活塞环所对应部位以上的气缸壁内(活塞环与气缸壁垂直),测其开口间 隙作为标准值。再用活塞将活塞环平推到气缸壁3个测虽位置,分别测量其开口间隙,然后把测得的3个开口间隙值分别减去标准值,按其差值即可粗略算出气缸套不同位置的磨损量及圆度、圆柱度误差:磨损量 =两开口间隙的差值÷ 3. 1416, 3个截面中最大的磨损量即为气缸圆度误差,最大磨损量减去最小磨损量即为气缸圆柱度误差。
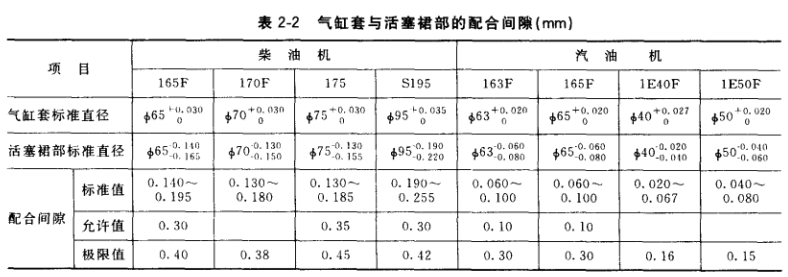
(3) 气缸套与活塞配合间隙的测量。气缸套的最大直径与活塞裙部直径之差即为气缸套与活塞的配合间隙,此间隙在修理前后必须进行检测。没有量具时,可用塞规结合实际经验进行测量。把活塞倒置在气缸套内,活塞裙部处于气缸套中部位置,把适当厚度的塞规放在活塞裙部承压面与气缸壁之间,然后抽出塞规,如感到有一定阻力,但又能顺利抽出,则该塞规的厚度即为气缸套与活塞的配合间隙。几种小型柴油机、汽油机活塞与气缸套的配合间 隙见表2-2。
气缸套的合理换装应参考下列原则:当气缸套出现裂纹、局部破损或严重烧蚀和刮伤时,应更换;气缸套的最大磨损量超限时,即使圆度和圆柱度误差仍在允许值范围内,也应更换;当风冷式内燃机气缸体外表的散热片因撞击等造成损坏,损坏部位3mm×1mm以上的面积超过5处时,而且内燃机在工作中明显过热,则应更换气缸体;当气缸套磨损量及圆度、圆柱度误差均在允许范围内,或圆度、圆柱度其中一项超过允许值,如果修前内燃机经排除气门、气缸盖漏气的可能性之后,压缩力尚好,则可换用全套活塞环继续使用,若仍存在压缩不良现象,则应换气缸套;将新活塞环平推人气缸套上部,使活塞环处于其工作时的 最上位置.测量其开口间隙,如间隙已超极限,则该气缸套应更换。
13. 气缸套拆装的注意事项
(1)气缸套应经检查、鉴定,确认必须拆卸时才能拆卸
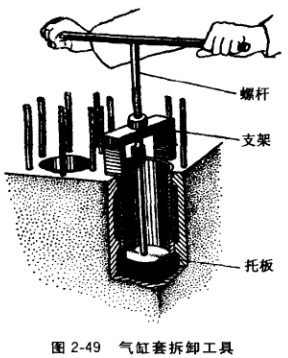
(2) 拆卸气缸套时,最好使用专用的拆卸工具,如图2-49所示。若没有专用工具,可用硬木棒敲出,切忌使用硬金属直接敲出。
(3) 换装湿式气缸套时,先将未装阻水圈的气缸套装入气缸体内,将其压紧,检查气缸套端面高出气缸体顶面的距离,该距离须符合要求,如175 柴油机为0. 13 ~ 0.25mm, S195柴油机为0. 04〜 0.17mm。若此距离过大或过小,可调换气缸套的 紫铜垫片或对气缸套端面进行加工修整。
(4)湿式新气缸套压入前,应装人新的涂有密封胶的橡胶阻水圈,阻水圈粗细要均匀,装人槽后应高出槽面0.5〜0.8mm,高度不足则不能使用。过高时最好重新选用或用细木工锉刀细心修整至符合要求,然后将螺丝刀插到阻水圈与气缸套之间划儿圈,以防止阻水圈扭曲,并使张力均匀。装好阻水圈后,应在其表面涂上一层肥皂水(不要用机油)。
(5) 将装好阻水圈的气缸套放人气缸体座孔中,如气缸套末端有缺口,该缺口应对着连杆摆动大的那一边,然后将气缸套压入,或垫上木板,用手锤轻轻、均匀地敲进去。
(6)安装干式气缸套时,切勿在气缸套外壁与气缸体座孔内壁涂机油,以免工作后机油 炭化而影响传热。
(7) 干式气缸套压人后,应与气缸体上平面齐平,不得低于气缸体上平面,遇有高出时可用锉刀修整。
(8) 干式气缸套镶装时,因压人压力较大,为防止气缸变形,应采取隔缸顺序压人,压完后,经检査测量,如发现气缸套内径不符合要求,可镗削或光磨至符合要求。
14. 水垢、油污的清除
(1) 水垢的淸除。内燃机长期使用后,会在散热水箱和冷却水套里积结水垢,使冷却水道变窄,阻碍水的循环,造成散热不良,影响内燃机正常工作。因此,当水垢厚达1〜2mm 时必须清洗„水垢可用配制的清除液进行清洗,常用的淸洗液配方有:
配方一苛性钠(烧碱)750g,煤油150g,水10L
配方二苏打1kg,煤油500g,水10L
配方三2. 5%盐酸溶液
内燃机冷却系统中如有铝制部件,则不能用上述酸性或碱性淸洗液,可用水玻璃和肥皂水的溶液淸洗。
清洗步骤:放尽内燃机内冷却水,关好各放水开关,取下节温器,向冷却系统内注人清洗液。起动内燃机,以中速运转5〜10分钟,使淸洗液加热,然后停车,停留10〜12小时, 再次起动内燃机,以中速运转10〜15分钟,然后停车,趁热放掉清洗液。加人清水,内燃 机以中速运转。按上述过程反复进行清洗2〜3次,然后注入冷却水,即可转入正常使用。
(2) 油污的淸除。从内燃机拆下来的零部件,大部分都有油污,清洗油污的方法很多, 常用的是碱水除油和有机溶剂除油两种方法。
① 碱水除油。一般将5%苛性钠溶液加热至80〜90℃,零件在溶液中煮10〜15分钟即可。溶液的配方如下:
配方一苛性钠0.75,碳酸钠5.0,磷酸三钠1.0,肥皂0.15
配方二苛性钠2,磷酸三钠5.0,硅酸钠3.0
溶液中也可加人少量重铬酸钾,以防止金属除油后生锈。为防止苛性钠对铝的腐蚀,最 好采用含1.0%碳酸钠和0. 05%重铬酸钾的溶液或含0.4%碳酸钠和0.15%硅酸钠溶液清 洗。应将溶液加热至70〜90℃,同时加以搅拌。
② 有机溶剂除油。有机溶剂淸洗效果比较好.使用方便,不需加温,对金属无损伤.但成本高、易燃。通常用的有机溶剂有汽油、煤油和柴油等,近年来也常用三氣乙烯及水质清洗剂清除油污。
15. 积炭的清除
内燃机的某些零件,如气缸盖、活塞、活塞环和气门等,会积粘着一层漆状的积炭,它是燃料和润滑油燃烧不完全形成的沥靑、油焦和炭的混合物。通常采用机械法和化学法清除积炭。
(1)机械法。采用金属丝刷子或刮刀清除,这种方法简单易行,但清除不干净,且会破坏零件表面。
(2)化学法。先用退炭剂将积炭软化,然后清除,这样不会损伤零件。几种退炭剂的配 方如下:
配方一退漆剂60%,氨水30%,乙醇10%
退漆剂的成分是醋酸乙酯(或醋酸戊酯)7.5%、內酮2.5%、乙醉20%、笨60%、石 蜡2%。此方对钢、铸铁、铝等材料无任何不良影响,但氨水对铜有腐蚀性。积炭需在室温 下浸泡2〜3小时。
配方二煤 配方二煤油油22%,汽油8%,松节油17%,氨水15% (浓度为25%),苯酚30%, 油酸8%
此配方对钢、铁、铝零件无腐蚀,但不适用铜零件,退炭时浸泡2小时。
配方二苛 配方三苛性钠79% (浓度为20%),磷酸三钠15% (浓度为20%),水玻璃5%,软肥皂1%
此配方适用于钢、铁零件,不宜用于有色金属。使用时需加热至90〜100℃,经2〜3 小时浸泡即可除去积炭。
